Usinage par électroérosion - EDM
Grâce à la technologie de micro usinage par électroérosion - EDM, la matière est retirée d'une pièce par des décharges de courant entre l'électrode et l'anode.

L'utilisation de la dernière technologie intégrée micro-EDM permet d'usiner avec une qualité et une efficacité élevées, répondant aux besoins des scénarios de production de masse, en particulier dans l'industrie automobile.
Fonction
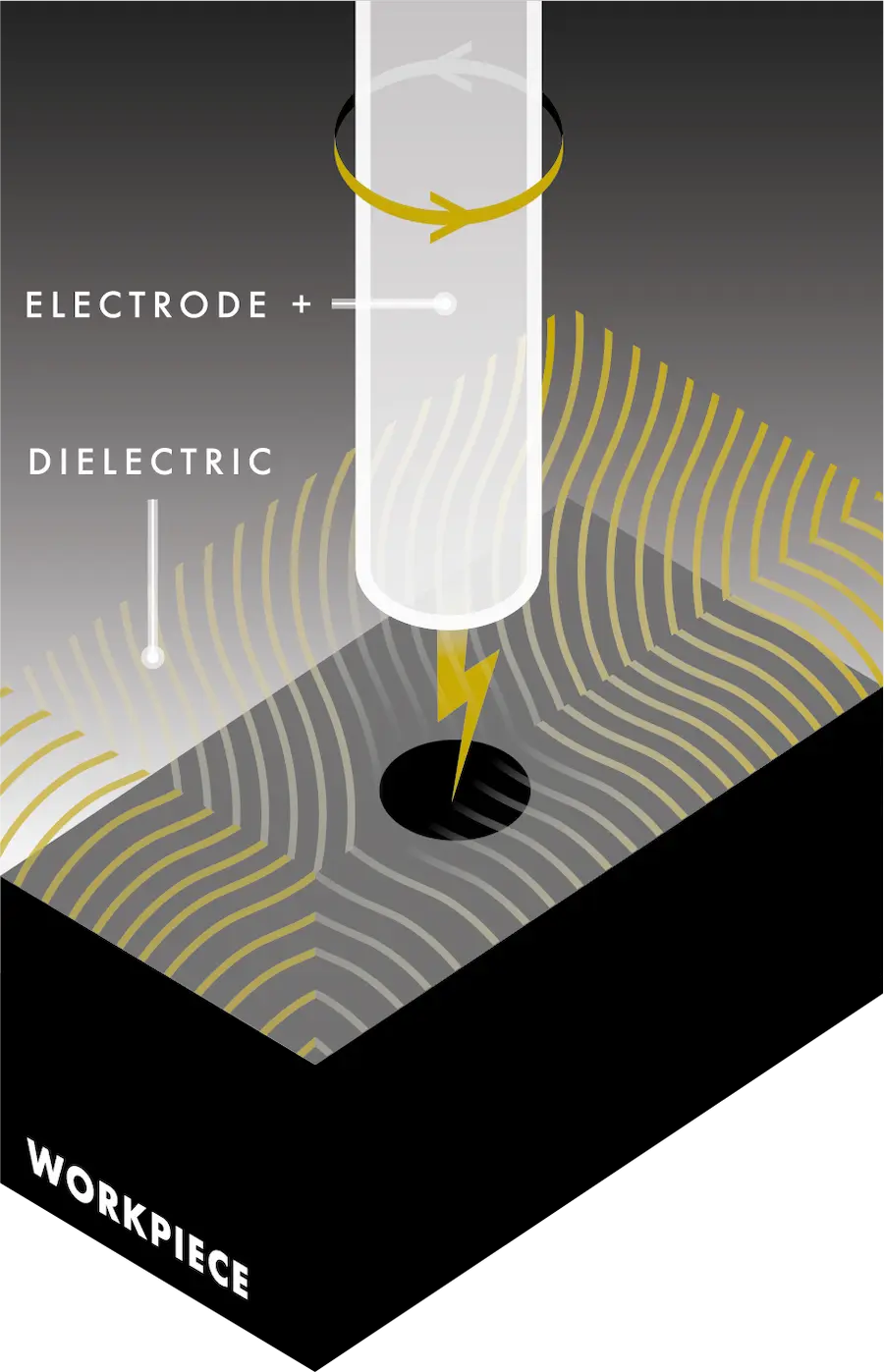
Le procédé est basé sur le principe de l'électroérosion. Le matériau est retiré de la pièce par une série de décharges de courant récurrentes rapides entre l'électrode et l'anode, séparées par un liquide diélectrique et soumises à une tension électrique. L'une des électrodes est appelée électrode-outil, ou simplement « électrode », tandis que l'autre est appelée anode, ou « pièce à usiner ».
Afin d'usiner des micro-trous de haute qualité, les machines d'électroérosion Posalux sont équipées d'une tête inclinable avec déformation par pression qui permet de contrôler le diamètre et la forme du trou, ce qui entraîne un écoulement de l'électrode. L'électrode tourne sur un axe décentré, créant ainsi deux espaces différents, l'un où les étincelles érodent le matériau et l'autre, plus grand, permettant un meilleur rinçage des matériaux érodés. En combinaison avec un axe piloté par CNC et une interface haut débit pour communiquer avec le générateur de micro-électroérosion, il en résulte des micro-trous parfaits.
Perçage de pré-trous et trous dans des sièges de soupapes GDI pour l'industrie automobile
Perçage de trous de pulvérisation dans une buse d'injection diesel pour l'industrie automobile
Perçage d'une plaque de calage essence pour l'industrie automobile
Quels matériaux peuvent être micro-usinéd avec la technologie EDM ?
La technologie EDM intégrée à Posalux outille les pièces de micro-machines en matériaux conducteurs.
Métal
- Métal trempé
- Acier trempé
- acier
Alliages métalliques
- Aluminium
- Laiton
- Bronze
- Métaux non ferreux
- acier inoxydable
Biométal
- Matériaux biocompatibles
- Nitinol
Quelles sont les capacités de micro usinage de la technologie EDM ?
- Diamètre du trou de 80 μm en production à 1,6 mm (0,003 à 0,06 pouce)
- Trou conique avec conicité inversée jusqu'à 150 μm/mm
- Rapport épaisseur de paroi/diamètre du trou jusqu'à 12
- Toutes les formes (carré, rectangle, oblong,...)
- Tous les matériaux conducteurs
- Sans bavure ni dépôt de matière, pas de micro-fissure
- Stabilité du débit : +/- 3 % Cp 1,67
- Rugosité lisse : Ra < 0,3 μm ; Rz < 1 μm
- 6 trous, diamètre d'application 150 µm, épaisseur 0,8 mm :
Temps d'érosion : 25 s/trou
Comment est gérée l'électrode ?
- Les pinces de déplacement et de guidage alimentent avec précision les plus petites électrodes disponibles sur le marché, jusqu'à 35 μm.
- La rotation de la broche peut atteindre 3 500 tr/min pour réduire le temps d'érosion et optimiser l'ablation du matériau.
- L'axe Z d'érosion de type parallélogramme à déformation parallèle supprime les résonances des axes mécaniques.
Quels appareils et solutions spécifiques sont inclus dans la technologie EDM ?
- Chargement/déchargement automatique
- Dispositifs de serrage précis
- Caractéristiques du logiciel
- Assistance technique pour la définition des paramètres micro-EDM
- Options de l'interface utilisateur

EDM HP
Nos partenaires






.webp)
.webp)

Discutons de votre opération de micro usinage
Si vous recherchez un système de production de haute technologie ainsi qu'un partenaire de micro usinage de pointe, vous êtes au bon endroit.
Découvrez plus de technologies
Micro usinage mécanique
La technologie d'usinage mécanique permet d'obtenir des formes très détaillées et de retirer la matière d'une pièce à l'aide d'outils portables miniatures.
LASER femtoseconde
La technologie d'usinage laser femtoseconde consiste en des impulsions ultracourtes qui frappent la pièce pour vaporiser une petite quantité de matériau.